Применение фенолформальдегидной смолы
Что такое смола? Это субстанция вязкой, густой консистенции, липкая при ощупывании. Классифицируется на:
- природную (янтарная, каучуковая и пр.);
- интетическую (включает большой спектр изготавливаемых индустрией продуктов). Промышленные смолы достаточно дешёвые, очень надежные, их легко использовать на деле.
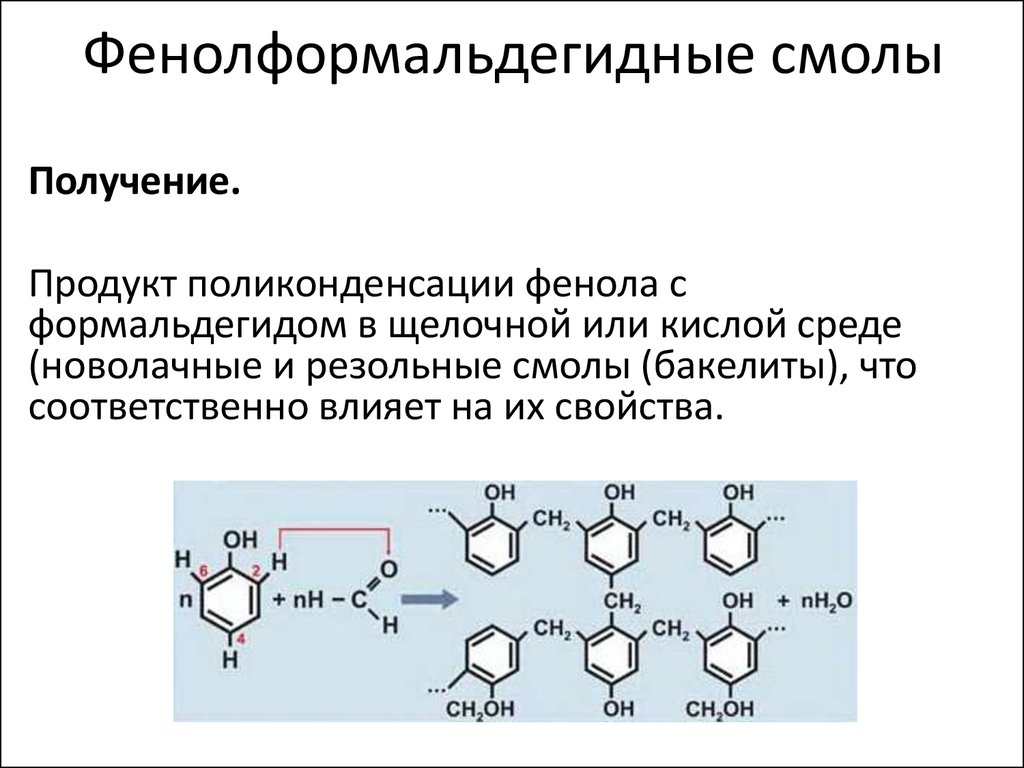
- В настоящее время вещество, полученное поликонденсацией фенола и формальдегида, пользуется большим спросом. Оно берет свои истоки ещё с 19 столетия, когда впервые было изготовлено.
Строение, получение и особенности фенолформальдегидной смолы
Фенолформальдегидная смола (ФФС) — это смола промышленного изготовления, имеющая фенол — альдегидную основу и обладающая признаками термореактопластов. Строение описывается следующим видом: [-C6H3(OH)-CH2-]n.
Впервые изготовил данный продукт путем подогрева его составляющих (формальдегид + фенол) немецкий химик Адольф Байер (1872 г).
Тогда полимерный продукт реакции выходил очень ломким и хлипким, а вода трансформировалась в газ, поэтому вскоре процесс получения фенолформальдегидного продукта был модифицирован.
Для этого добавляли муку из древесины. В настоящее время для получения ФФС применяют разнообразные компоненты — добавки, которые совершенствуют качество готового материала.
Перечислим основные особенности смольного вещества фенол — формальдегидной группы:
- имеет структурную особенность (представляет собой олигомер в жидкой или твёрдой фазе);
- образуется в кислой или щелочной среде;
- обладает прекрасными электроизоляционными свойствами;
- имеет устойчивость к механическим и повреждающим действиям;
- имеет устойчивость к коррозийным процессам;
- растворяется в щелочных, хлорсодержащих растворах, кетонах, углеводородах;
- преобразуется в микрогетерогенный густошитый полимерный материал после стопроцентного затвердевания.
Использование смолы
Фенолформальдегидный состав нашел применение во многих областях. Используют ее для изготовления пластмассовых материалов. В зависимости от участников реакции выделяют фенолформальдегидную смолу:
- карболитная (сульфированное отвердевание);
- неолейкоритная (молочнокислое отвердевание);
- резальная (отвердевание с применением соляной кислоты).
Смольный продукт фенольно — формальдегидной группы лежит в основе производства клеевых средств (а также медицинского бутираль фенольного клея), лакокрасочных материалов, герметизирующих составов, а также фанерных материалов и древесно-стружечной плиты.
С помощью ФФС создают пропиточные средства для тканевых и других материалов.
Где ещё используется ФФС? В автомобильном, вагоностроительном производствах (различные машинные составные части, поездные тормозные колодки, эскалаторные элементы), производстве различных электрических элементов (розетки, счетчики, электроклеммы, вилки), в военной промышленности (изготовление оружейных и технических компонентов), радиоэлектронике.
Кроме того, применяют ее при изготовлении телефонов и фотокамер, разных не подвергающихся нагреванию технических средства на кухне, сувенирной, галантерейной продукции.
Бильярдные шары — это также производные фенолформальдегидных. Текстолитовые и гетинаксовые объекты подвергаются последующей обработке.
Отметим, что ФФС не нашла применения при изготовлении тех предметов, которые имеют контакт с едой и подвергаются нагреванию.
Как производят смолу
Фенолформальдегидная смола — это полимерное вещество, которое получают путем реакции поликонденсации. Один из способов получения — это модификация метана и метанола в формальдегид с последующим присоединением фенола.
Перечислим основные этапы получения

К 3 миллилитрам 40 процентного формальдегида добавляют 2 грамма фенола в кристаллах. Либо возможно заменить фенол на карболовую кислоту (это и есть концентрированный фенол в форме жидкости) в количестве 4 миллилитра.
В получившуюся смесь капают три капли соляной кислоты. Эта масса подвергнется закипанию с последующим образованием резольный смола (стекло подобное вещество). При надобности в замедлении реакции масса подвергается остужению.
При необходимости проводят уточнение качественных характеристик смеси путём спиртового растворения. Оставив массу на продолжительное время, она будет вязкой консистенции, не будет течь, и спиртовое растворение прекратится.
Таким образом получится уже пластинчатое резитольное вещество, то есть находящееся в переходном состоянии процесса отверждения. Массу в таре помещают в кипящую воду, и как результат, происходит затвердевание субстанции с превращением ее в красный цвет.
Готовый продукт не подвергается горению, она обугливается. Во время реакции будет чувствоваться фенольный, не особо приятный запах, а огонь будет желтоватого цвета. Для того, чтобы остановить процесс, необходимо добавить щелочь.
При этом реакция полимеризации прекратится, но с условием добавления щелочи до момента полного затвердевания.
При изготовлении фенолформальдегидного также можно получить и другие побочные продукты. Если увеличить объем фенола, то образуется новолак, а если формальдегида — то бакелит.
Если заменить формалин на ацетон с участием хлористоводородной кислоты, то получают бисфенол.
Пагубное влияние смол
Несомненно, ФФС обладает рядом преимуществ, но с другой стороны, она может нанести вред организму человека и окружающей среде.
Этим фенолформальдегидная не похожа на безопасную эпоксидную смолу. При изготовлении фенолформальдегидные смолистые вещества фенол — формальдегидной группы используют вредные вещества.
Что фенол, что формалин — это опасные и вредные элементы, а формалин вообще обладает канцерогенным действием.
Ядовитость и токсичность компонентов фенолформальдегидного продукта заключается в следующем:
- угнетение нервной системы;
- источники образования кожных дерматитов и сыпи;
- являются причиной аллергических реакций и астмы.
Изготовление ФФС регулируется утверждённой нормативной базой. Санитарные правила и нормы устанавливают необходимое количество составляющих компонентов в готовой смоле.
Для фенола в литре — это 0,05 мг, для формальдегида 0,1. Экология сталкивается с проблемой уничтожения продуктов из ФФС.
Также остро стоит вопрос по ограждению рабочих, которые работают на таком производстве и контактируют с вредными веществами.
Что такое фенопласты
Фенопласты — это пластмассовые материалы, полученные при объединении фенолформальдегидного смолистого состава с различными компонентами. Реакция идёт при большой температуре, а выбор компонентов зависит от конечного продукта.
К этой категории пластмасс относят фенольно-бакелитовый клей, разнообразные объекты из пластика, применяемся в обиходе и бытовом деле. Фенопласты применяют при производстве технических и автомобильных элементов.
Сейчас ввиду усовершенствований процессов производств в конечном продукте находятся вредные компоненты в весьма низких и незначительных объемах.
Фенол-формальдегидные смолы
Предисловие
Фенол-формальдегидная смола производится промышленностью с 1912 г. под названием бакелит. Как и ко многим другим новинкам, к бакелиту вначале относились скептически, и ему было трудно конкурировать на рынке с давно известными материалами.
Положение быстро изменилось, когда обнаружили его ценные свойства – бакелит оказался отличным электроизоляционным материалом, обладающим в то же время высокой прочностью. Сегодня у себя дома мы уже едва ли увидим штепсельные розетки, вилки и электрические выключатели из фарфора. Их вытеснили изделия из реактопластов. Бакелит и родственные ему пластмассы заняли также почетное место в машиностроении, автомобилестроении и других отраслях промышленности.
Введение
Синтез высокомолекулярных соединений представляет собой процесс соединения многих молекул индивидуальных химических веществ (мономеров) нормальными химическими связями в единую макромолекулу полимера.
Реакция образования полимера, протекающая без выделения других химических соединений называется реакцией полимеризации. Превращение мономеров в полимеры, сопровождающейся выделением побочных продуктов носит название поликонденсации.
Высокомолекулярные органические соединения, на основе которых изготавливают большинство пластмасс, также называют смолами.
К группе поликонденсационных смол относят полиэфирные, получаемые путем конденсации многоосновных кислот с многоатомными спиртами, фенолформальдегидные и другие.
На основе феноло-формальдегидных смол изготовляют пластические массы, называемые фенопластами.
Все пластические массы по составу делят на простые и сложные. Простые пластмассы состоят в основном из связующего, иногда с добавлением небольшого количества вспомогательных веществ (краситель, смазка и др.).В состав большинства пластмасс кроме связующего, входят и др.).Такие пластмассы носят название название сложных и композиционных.
Прессматериалы называют композиции на основе высокополимерных продуктов (искусственных смол, эфиров целлюлозы, битумов) из которых различными методами формирования (прямое прессование, литье) изготавливают разнообразные изделия.
Прессматериалы, содержащие смолы, которые отверждаются в процессе прессования изделий, называют термореактивными.
В результате отверждения связующего вещества изделие приобретает механическую прочность уже в прессформе при температуре прессования и теряет способность размягчаться при повторном нагревании: смола в отвержденом изделии неспособна плавится и растворятся. Такой процесс отверждения необратим.
К термореактивным относятся прессматериалы типа фенопластов, аминопластов содержащие главным образом поликонденсационные смолы.
Прессматериалы, называемые термопластичными или термопластами, содержат, связующие вещества не отверждающиеся в процессе прессования или литья изделий. В этом случае изделия приобретают механическую прочность только после некоторого охлаждения в прессформе.
Для изготовления фенопластов в качестве связующего применяют феноло-формальдегидные смолы, а также смолы, получаемые при частичной замене фенола другими веществами (анилин и др.) и частичной или полной замене формальдегида другими альдегидами (фурфурол и др).
В зависимости от соотношения между фенолом и формальдегидом примененного катализатора (кислый, щелочной) и условий реакций смолообразования получаются смолы двух типов – новолачные и резольные.
Новолачные смолы сохраняют способность плавится и растворятся после многократного нагревания до температуры, принятой при прессовании изделий из фенопластов.
Резольные смолы при повышенной температуре, а при длительном хранении даже при обычной температуре переходят в неплавкое и нерастворимом состояние.
Быстрое отверждение новолачных смол происходит только в в присутствии специальных отверждающих средств главным образом уротропина (гексаметилентетрамин). Для отверждения резольных смол не требуется добавления отверждающих средств.
В процессе отверждения резольных смол различают три стадии. В стадии А (резол) смола сохраняет способность плавиться и растворяться. В стадии В (резитол) смола уже практически не плавится, но еще способна набухать в соответствующих растворителях. В стадии С резит (смола) неплавка и даже не набухает в растворителях.
Рецептуры прессматериалов и химизм процесса
Теоретические представления о механизме взаимодействия фенола с формальдегидом в присутствии катализаторов, о строении фенолоформальдегидных смол в процессах их отверждения недостаточно разработаны.
Основными компонентами общими для различных прессматериалов являются: смола, волокнистый наполнитель, отвердитель или ускоритель отверждении смолы, смазка, краситель и различные специальные добавки.
Смола является основой прессматерила, т.е. связующим веществом, которое при соответствующей температуре и давлении пропитывает и соединяет частицы остальных компонентов с образованием однородной массы.
Свойствами смолы определяются основные свойства прессматериала. Например, на основе феноло-формальдегидной смолы полученной в присутствии катализатора едкого натра, невозможно получить прессматериал, который после прессования обладал бы высокой водостойкостью или высокими электроизоляционными свойствами.
Поэтому для предания прессматериалу определенных специфических свойств прежде, всего нужно правильно выбрать смолу (исходные вещества, катализатор, режим смолообразования).
При этом полимер становится твердым, нерастворимым и неплавким. Этот продукт конечной стадии поликонденсации называют резитом.
При промышленной переработке смолу на стадии образования резола выливают в формы и в них отверждают. Отверждение нередко занимает несколько дней. Это необходимо для того, чтобы образующаяся при реакции вода испарялась медленно. Иначе смола получится непрозрачной и пузырчатой. Чтобы ускорить отверждение, можно довести поликонденсацию до образования резита, затем полученную смолу размолоть, поместить в формы под давлением 200-250 ат и подвергнуть отверждению при 160-170 50 0С.
Если мы будем проводить эту реакцию при рН выше 7,т.е.в щелочной среде, то она сильно замедлится на образовании резола.
Новолачные смолы
В производстве главным образом применяются феноло-формальдегидные смолы обоих типов : новолачные и резольные.
При изготовлении феноло-формальдегидных смол применяют синтетический фенол, а также фенолы, получаемые из каменноугольной смолы(фенольная и феноло-крезольная фракции, трикрезол, ксиленолы). Помимо перечисленных фенолов применяют их смеси, а также смеси фенола с анилином (феноло-анилино-формальдегидная смола). Формальдегид иногда частично или полностью заменяют фурфуролом.
Для получения новолачных смол конденсацию, как правило, проводят в присутствии кислотных катализаторов при избытке фенола.
Технологический процесс получения твердой новолачной смолы, состоит из стадий конденсации и сушки проводимых, как правило, в одном аппарате.
В смесь фенола с формальдегидом вводят такое количество кислого катализатора, чтобы величина рН реакционной смеси составляла 1,6-2,3.Смесь при постоянном перемешивании нагревают до кипения в течении 40-60 минут при атмосферном давлении (реже в вакууме) с включенным обратным холодильником. Через 20 минут после начала кипения в аппарат вводят дополнительную порцию катализатора (0,056 вес. Част. кислоты на 100 вес. частей фенола). Кипячение смеси при 95-98 0С продолжают еще 1-1,5 часа. По достижению удельного веса смеси, близкого к 1,2 г/см 53 0, конденсацию смолы считают в основном законченной, включают прямой холодильник и начинают сушку, при остаточном давлении не выше 300 мм.рт.ст., обогревая аппарат паром 5-8 ат. Сушку продолжают до достижения температуры каплепадения смолы 95-105 0С. После этого смолу сливают из аппарата и охлаждают.
В новолачные смолы часто добавляют смазывающие вещества (олеиновая кислота) и красители.
Феноло-формальдегидная новолачная смола в твердом состоянии имеет цвет от светло- до темно коричневого, удельный вес ее около 1,2 г/см 53 0.Такая смола способна многократно плавится и вновь затвердевать, хорошо растворяется в спирте и многих растворителях. Переход смолы из нерасплавленного состояния при 150-200 5 0 0С в неплавкое и нерастворимое состояние в отсутствии отвердителя происходит очень медленно.
Температура плавления, вязкость и скорость отверждения новолачных смол изменяется с течением времени очень медленно. Поэтому такие смолы можно хранить в течении нескольких месяцев при любой температуре.
Резольные смолы
В отличие от новолачных смол разные марки резольных смол обладают несходными свойствами и имеют различное назначение. Часто одну марку резольной смолы не удается полноценно заменить другой.
Для получения резольных смол применяется такое же сырье, как и для новолачных (фенолы, смеси фенола с анилином, формальдегид). Катализатором служит щелочи и основания, едкий натр, гидрокись бария, аммиак, окись магния.
В производстве резольные смолы применяются в твердом и жидком состоянии. Резольная смола в жидком состоянии представляет собой смесь смолы с водой. Такие смеси, содержащие до 35 % воды, называются эмульсионными смолами. Частично обезвоженные эмульсионные смолы (с влажностью не больше 20 %) называют жидкими смолами.
Вязкость эмульсионных смол колеблется в пределах 500-1800 сантипуаз, жидких смол – в пределах 500-1200 сантипуаз.
Твердые резольные смолы по внешнему виду мало отличаются от твердых новолачных смол. Технологический процесс получения твердых резольных смол во многом аналогичен получению новолачных смол. Конденсацию и сушку проводят в одном аппарате. Конденсация, как правило, происходит при температуре кипения реакционной смеси, в течении определенного времени, установленного для каждой марки смолы, сушку проводят при остаточном давлении не выше 200 мм.рт.ст. Процесс сушки контролируют, определяя скорость отверждения смолы на плитке.
Готовую смолу сливают из аппарата возможно быстрее и охлаждают в тонком слое во избежание ее отверждения.
Важнейшим показателем качества эмульсионных и жидких резольных смол является вязкость, которая резко уменьшается с ростом температуры.
Хранение резольных смол допускается лишь в течении короткого времени (2-3 дня после изготовления),так как при хранении сравнительно быстро возрастает вязкость эмульсионных и жидких смол, а также температура каплепадения и скорость отверждения твердых смол.
Важным показателем является хрупкость твердых резольных смол. Смолы температура каплепадения и скорость отверждения которых соответствует техническим условиям, иногда обладают недостаточной хрупкостью. Тогда они плохо поддаются измельчению, а в измельченном состоянии быстро слеживаются.
Резольные смолы измельчают на таком оборудовании, что и новолачные смолы. Так как измельченная резольная смола даже при хорошей хрупкости быстро слеживается, хранить ее в таком состоянии не следует.
Наиболее удобной тарой для внутризаводского транспортирования твердых резольных смол при раздельном расположении производства смолы являются мешки из толстой, пыленепроницаемой ткани (бельтинг), а для эмульсионных смол – стандартные металлические бочки.
Способы производства фенопластов и переработки их в изделие
Наполнителем для прессопорошков, типа фенопластов чаще всего служит древесная мука, значительно реже мелковолокнистый асбест. Из минеральных порошкообразных наполнителей применяют плавиковый шпат, пылевидный кварц.
Прессматериалы типа фенопластов изготавливают “сухими” и “мокрыми” методами. При “сухих” методах смола применяется в сухом виде, а при “мокрых” в виде спиртового лака (лаковый способ) или водной эмульсии (эмульсионный способ).
Переработка фенопластов в изделие производится различными способами. Самым старым и самым распространенным промышленным способом является прямое прессование (называемое также горячим или компрессионным прессованием) применим ко всем видам описываемых прессматериалов.
Способ литьевого прессования, нызываемого также трансферным или шприцгуссом, применяют только, для переработки пресспорошков, когда изделие должно включать сложную арматуру.
Способ непрерывного выдавливания применяется для изготовления различных профильных изделий из пресспорошков (трубки, стержни, уголки).
Свойства Фаолита
Фаолитом называется кислотостойкая, пластическая масса, получаемая на основе феноло-формальдегидной резольной смолы и кислотостойкого наполнителя асбеста, графита и кварцевого песка.
Термореактивная фенола-формальдегидная смола способна под влиянием нагревания переходить в твердое, неплавкое и нерастворимое состояние. В соответствие с этим и фаолитовая масса, в которой частички наполнителя связаны между собой вязкой растворимой смолой, при термообработке отверждается, становится неплавкой и нерастворимой.
Фаолит – один из ценнейших конструктивных материалов. Он зарекомендовал себя при эксплуатации в различных агрессивных средах в широком интервале температур. По коррозионной стойкости фаолит превосходит свинец.
Большое количество фаолита выпускается в виде полуфабриката неотвержденных листов из которых заводы-потребители изготавливают различные изделия и арматуру.
Фаолит нашел широкое применение во многих отраслях промышленности как конструктивный материал. В ряде случаев он заменяет цветные металлы, особенно свинец. Легкость фаолита (р=1.5-1.7 г/см 53 0),химическая стойкость к кислым агрессивным средам позволяет из него изготавливать стойкую аппаратуру весом в несколько раз меньше металлической.
Фаолит модно применять при более высокой температуре, чем многие другие кислотостойкие пластические массы.
Основное сырье для Фаолита и приготовление резольной смолы
Для производства фаолита применяют резольную смолу, которая представляет продукт конденсации фенола с формальдегидом в присутствии катализатора – аммиачной воды. Резольная смола в при нагревании способна переходить в неплавкое и нерастворимое состояние.
Фенол в чистом виде – кристаллическое вещество со специфическим запахом. Температура кипения 182 0С и плотность при 15 0С составляет 1,066 г/см3.
Фенол хорошо растворяется в 30-40 % -ном водном растворе формальдегида (формалин), спирте, эфире, глицерине, бензоле.
Варка и сушка резольной смолы
Варка и сушка резольной смолы производится в варочно-сушильном аппарате. Аппарат снабжен мешалкой на 40-50 об/мин.В крышку аппарата вмонтированы смотровые стекла, штуцеры для измерения температуры, давления. Рабочее давление до 2 атмосфер.
Во время варки смолы протекает реакция конденсации – взаимодействие фенола с формальдегидом в присутствии катализатора аммиака. При этом образуется смола и водяной слой. При сушке в основном происходит удаление воды и компонентов не вступивших в реакцию. Процесс сушки в значительной степени определяет качество готовой смолы.
Сырье в котел загружается в таких количествах: фенол (100%-ный) – 100 вес.ч., формалин (37%-ный)-103,5 вес.ч., аммиачная вода (в пересчете на 100% – ный аммиак) – 0,5 вес.частей.
Переработка сухого фаолита в изделие может осуществлятся способом формирования, прессования. Вследствие того, что механическая обработка фаолита является трудоемкой работой, необходимо стремится к тому, чтобы изготовляемой фаолитовой детали придать определенную форму в неотвержденном состоянии.
Из сырого фаолита изготавливают :трубы, царги, цилиндрические сосуды, мешалки.
Из отвержденого фаолита изготавливают угольники, тройники, ванны.
Трубы и изделия из текстофаолита
Выпускаемый в настоящее время фаолит в ряде случаев не может быть использован ввиду не достаточной механической прочности. Армирование или текстолизация фаолита тканью дает возможность получить материал со значительно улучшенными механическими свойствами.
Фаолитовые трубы получают обычным способом. Неотвержденное фаолитовое изделие плотно обматывают полосками ткани, смазанные бакелитовым лаком. Если не требуется повторного наложения фаолита, то в таком виде и производят отверждение текстофаолита.
Таким образом получают трубы и царги различных диаметров из которых впоследствии монтируют аппараты или выхлопные трубы.
Прочее
Для лакировки деревянных изделий применяют самоотверждающиеся лаки, которые также изготавливают из феноло-формальдегидных смол.
Резольными фенолоформальдегидными смолами можно также склеить дерево с деревом или с металлом. Сцепление получается очень прочным, и этот способ склеивания в настоящее время находит все более широкое применение, особенно в авиационной промышленности.
В промышленности склеивание смолами на основе фенола применяется при изготовлении клееной фанеры и древесноволокнистых пластиков. Кроме того, такие смолы успешно используются для изготовления щеток и кистей, а в электротехнике ими отлично склеивают стекло с металлом в лампах накаливания, люминесцентных лампах и радиолампах.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Свойства, применение и структурная формула фенолформальдегидной смолы
Смолы могут быть получены из натуральных элементов либо промышленным методом, последние называются синтетическими. Они отличаются более приемлемой стоимостью и дают надежный результат при применении. Фенолформальдегидная смола является востребованным типом материала, который используется при строительстве и других работах. Подробно об особенностях формальдегидной смолы будет рассказано далее.
Свойства смолы
Смола с основой из фенола и формальдегида относится к синтетическому типу. Химическое уравнение элемента — C6H3(OH)-CH2-]n. Первым разработал вещество А. Байер, поняв, что реакция фенола и формальдегида при нагревании производит образование воды и полимера. Тот эксперимент дал хрупкий элемент, после его улучшили, сейчас в состав добавляются разные вещества для получения лучших свойств.
Фенол смолы химические свойства заключаются в следующем:
- Структурная характеристика – жидкие либо твердые;
- Образуется в кислой либо щелочной среде;
- Обладает высокой степенью электроизоляции;
- Устойчивость к механическим нагрузкам;
- Стойкость к ржавчине;
- Растворяется в щелочах, углеводороде, кетон, разбавитель хлористого типа.
Резольные смолы
Данный тип смол выделяется тем, что при нагреве и долгом сроке хранения получают неплавкое свойство, также не растворяются. Чтобы при производстве получить смолы под названием резольные они проходят следующие этапы:
- Резолы проходят этапы расплавления либо растворяются в спиртовом, ацетонном или водно-щелочном растворе. Способ дает смесь низко молекулярных слияний элементов реакции;
- Резитолы, получаются из веществ, которые называют резолами. Когда те долго хранятся либо подвергаются влиянию высоких температур. Не растворяются в спиртовом или ацетоном растворе, лишь немного набухают, однако при нагреве размягчаются;
- Резиты, на этой стадии отсутствует набухание в растворителях, размягчение тоже не происходит.

Применение материала
Фенолформальдегидная смола применяется в разных сферах деятельности, с помощью нее в промышленности изготавливают разные классы пластмассы. Использование в быту популярно, разный пластик получают при разном типе воздействия. Пластмасса часто используется в медицине.
Фенолформальдегид применяется при производстве лаковой продукции, клеевых растворов, герметиков.
Так она применяется для производства следующих изделий:
- Тормозные колодки в поездах, элементы автомобиля и т.п.;
- Абразивные приспособления;
- Детали электрических приборов;
- Корпусные части смартфонов;
- В радио-промышленной сфере;
- Для изготовления оружия и другой военной техники;
- Для изготовления посуды, которую не подвергают нагреву;
- Для бижутерии, сувенирной продукции;
- Другое.
Не используется смола для изделий, которые будут напрямую контактировать с пищей.

Механизм образования фенолоформальдегидных смол
Механизм получения смолы предполагает соединение к 1-му молю фенола от 1-3-х молей формальдегида в 2-х ортоположениях и пароположении. Когда второго элемента больше, то вырабатывается резольный тип вещества. Если фенола больше, то образуется новолачный тип.
Первая стадия реакции характеризуется получением в итоге резольной смолы типа А. Присутствие в данном процессе метилольных групп, способствует созданию реакционного взаимодействия поликонденсации, когда мономеры переходят в полимеры. Нагревательный процесс вырабатывает резит.
Фенолспиртовые вещества, когда фенола много образует метилолдиоксидифенилметан. После поликонденсации переходит в новолачный тип смолы.
Производство фенолформальдегидной смолы
Можно получить материал с использованием метана и метанола, тогда преобразуется формальдегид, который соединяют с фенолом. Технологический процесс выполняются следующим образом:
- Используется 40-процентный раствор формальдегида в объеме 3 мл;
- Смешивается раствор с 2-граммами кристаллического фенола;
- Добавляется 3 капли соляной кислоты;
- После закипания раствора он станет прозрачным;
- Если реакция должна проходить медленнее, то тару остужают;
- Чтобы проверить результат, можно в стадии резола использовать спирт, где он легко растворяется;
- Если раствор простоит долгое время, то способность растворяться исчезнет, вещество перейдет в резитол;
- В конце раствор нагревается и становится твердым, цвет переходит в красный.
Горение продукта не происходит, он подвергается обугливанию. Огонь приобретет желтый оттенок, и появится неприятный запах фенола.

Технологический процесс получения фенолоформальдегидной резольной смолы
Сырьевыми компонентами при создании резольных смол могут выбираться фенол, крезол, ксиленол, крезольно-фенольные фракции. Формальдегид используется в концентрации 36-40-процентов.
Могут производиться разные типы материала. Есть жидкие и твёрдые виды, последние применяются при изготовлении лаковой продукции. Бывают другие типы смол с использованием вместо фенола карбамида, карбамидные смолы тоже пользуются популярностью.
Экологические аспекты
Для экологии использование ядовитых компонентов при производстве смолы становится опасностью. Проблемой считается вредность токсичных элементов, а именно процесс их утилизации. Так СанПиН следит за использование элементов, и количеством которые применяются.

Вред материала
Положительные стороны применения смолы сопровождаются вредом, которые вещества могут принести физическому здоровью человека. Фенол и формалин относятся к ядовитым элементам. Им характерны следующие вредные свойства:
- Влияют негативно на нервную систему организма;
- Способствуют появлению сыпи и дерматитов;
- Могут вызвать аллергическую реакцию и бронхиальную астму.
Регулируется не только количество используемых веществ при производстве, но также безопасность работы. Из-за этого фенолформальдегидная смола вреднее эпоксидной.

Процесс изготовления
В прибор добавляется фенол, аммиак и формалин, производится нагревательный процесс, температурный режим ставится на 80-градусов. Когда нужная температура достигнута, то подача пара останавливается. В котле же температура увеличивается и дальше до 100-радусов, способствуя продолжению реакции. Проверяется результат по степени помутнения вещества, когда результат достигает 75-80 градусов, процесс завершается.
Может производиться дальнейшая сушка смолы, если необходимо получить твердый вариант. Если нужен жидкий тип, то процесс завершается после получения конденсата и проверки результата. После отделяется вода от полученной смолы. Резол переливается в емкость.

Крезолоформальдегидные смолы
Данный тип смол получают с использованием пара-, орто- и метакрезола. Берется крезол с формалином в равных пропорциях. Если больше формалины, то вырабатывается резольные смолы, если крезола, то новолачные. Технологический процесс производства одинаков с изготовлением фенолформальдегидных смол.

Жидкие бесспиртовые бакелитовые смолы
При промышленном производстве электроизоляционной техники часто используется данный тип смол. Выбираются типы ОФ и ОК. Связано это с возможностью не использовать дорогой этиловый спирт (этанол).
Смолу получают с помощью конденсации фенола с формальдегидом, также необходим аммиачный вид катализатора. Устройства для изготовления используются те же, что и для работы с сухими смолами. Применяется температурный режим более низкий, до 85-градусов. Не проводится этап просушки, просто удаляется вода от смолы.

Малорастворимые фенолоформальдегидные смолы
Когда применяется реакция конденсации фенола и формальдегида, то получаются не растворяющиеся в масле смолы. Смена фенола на его производные способствует получению маслорастворимых смол. Смешения элементов с маслами дает возможность получить качественные лаки.
Также можно получить масляные эмаль-лаки, которые применяются для эмалирования проводов. Распространено создание разных реакций для получения смол, используемых в электроизоляционных работах.

Этерифицированные смолы
Этерификация способствует соединению смолы с растительными маслами и иными типами смол. Процесс производится с помощью бутилового спирта. Так при определённых условиях можно, например, получить бутоксикрезолоформальдегидную смолу РБ.
Смола производится растворного типа в бутаноле, выделится нижеописанными свойствами:
- Бесцветная жидкость с желто-красным оттенком по виду;
- Уровень вязкости ВЗ4 при 2-градусном воздействие составляет 100-300с.
Данный тип материала используется в 60%-растворе для изготовления электроизоляционных лаковых продуктов (Фл-98, ПЭ-933).

Фенолформальдегидная смола позволяет повысить качество разнообразной продукции, с помощью нее производят различные материалы. Она отличается рядом положительных свойств. Но является опасным веществом, поэтому при производстве должны соблюдаться правила СанПиНа. Ее изобретение важным звеном для получения разнообразных материалов.
Видео: Получение фенолформальдегидной смолы
Фенолоформальдегидные смолы
В зависимости от природы и соотношения компонентов, а также от применяемого катализатора фенолоформальдегидные смолы делят на два вида:
- термореактивные или резольные;
- термопластичные или новолачные смолы.
Резольные смолы
При нагревании или длительном хранении эти смолы переходят в неплавкое и нерастворимое состояние, а новолачные смолы термопластичны и могут сохранять плавкость и растворимость при длительном хранении, а также при нагреве до 200 °С. Резольные смолы при переходе из плавкого растворимого состояния в неплавкое и нерастворимое проходят три стадии, характеризующие их состояние:
- Резолы — смолы в стадии А. Плавятся при нагревании и растворяются в спирте, ацетоне и в водных растворах щелочей. Представляют собой смесь низкомолекулярных соединений продуктов реакции.
- Резитолы — смолы в стадии В. Образуются при нагревании или длительном хранении резолов, представляют собой смесь резольной смолы и высокомолекулярных неплавких и нерастворимых соединений. Они нерастворимы в спирте и ацетоне, а только набухают в них, не плавятся, но размягчаются при нагревании.
- Резиты — смолы в стадии С. Содержат в основном трехмерные высокомолекулярные соединения. Не плавятся и не размягчаются при нагревании и нерастворимы и не набухают ни в каких растворителях. Резольные смолы в стадии С обладают высокими физико-электрическими свойствами.
Механизм образования фенолоформальдегидных смол
Функциональность фенола составляет 1–3, т. е. на 1 моль фенола может присоединяться от 1 до 3 молей формальдегида в двух ортоположениях и в параположении (рис. 1).

Рис. 1.
При эквимолекулярных количествах реагентов или при избытке формальдегида в присутствии щелочного катализатора образуются смолы резольного типа, при избытке фенола в кислой среде — новолачные. При синтезе резольных смол обычно берут на 6 молей фенола 7 молей формальдегида, и реакция идет по схеме, приведенной на рис. 2.

Рис. 2.
На первой стадии процесса одновременно получаются оксибензиловый спирт, ди- и триметилольные производные фенола (рис. 3), которые реагируют между собой с образованием макромолекулы резольной смолы. В щелочной среде в результате взаимодействия фенолоспиртов за счет метилольных групп в пароположении образуется резольная смола в стадии А (рис. 4).

Рис. 3.

Рис. 4.
Наличие в этих макромолекулах метилольных групп позволяет им вступать в дальнейшие реакции поликонденсации между собой. Под влиянием дальнейшего нагрева происходит процесс отверждения смолы с выделением воды и образованием молекул трехмерной структуры резита (рис. 5).

Рис. 5.
Процесс отверждения, то есть превращения в резит, может происходить в условиях нормальной температуры, но длительное время (от 6 мес. до 1 года). При повышении температуры скорость сильно возрастает.
Новолачные смолы образуются при избытке фенола в кислой среде. Обычно берут 7 молей фенола и 6 молей формальдегида, в качестве катализатора применяют соляную кислоту. В этом случае реакция идет по схеме, указанной на рис. 6.

Рис. 6.
Фенолоспирты при избытке фенола реагируют с фенолом и образуют метилолдиоксидифенилметан (рис. 7), который при дальнейшей поликонденсации дает новолачные смолы, имеющие строение, показанное на рис. 8.

Рис. 7.

Рис. 8.
В новолачную смолу входит смесь соединений линейного строения с молекулярной массой 200–1300. В отличие от резола молекулы новолачной смолы не содержат метилольных групп и поэтому не способны вступать в реакцию поликонденсации между собой и не образуют пространственных структур. Новолачные смолы могут быть переведены в неплавкое и нерастворимое состояние путем обработки их формальдегидом, параформом или чаще всего гексаметилентетрамином при повышенной температуре.
Технологический процесс получения фенолоформальдегидной резольной смолы
В производстве резольных смол в качестве сырья применяют фенол, крезол, ксиленол, а также фенольно-крезольные фракции, содержащие их смесь. Применяется и смесь ФДК (фенол, дикрезол, ксиленол). Формальдегид применяют в виде 36–40-процентного раствора (формалин).
Резольные фенолоформальдегидные смолы изготавливают различных марок, в виде жидких (ОФ, ОК) или твердых смол (ИФ, ИК) для получения спиртовых лаков. Приведем процесс получения резольной (бакелитовой) смолы.
Состав:
Фенол 100% — 6 молей
Формалин 40% — 7 молей
Аммиак 25% — 5% (по массе фенола)
Процесс изготовления
В реактор загружают фенол (в виде водного раствора), формалин и аммиак. Смесь в котле нагревают до 80 °С, подавая в рубашку котла водяной пар. При достижении 80 °С начинается экзотермическая реакция, и подачу пара прекращают. Вследствие экзотермичности процесса температура в котле поднимается до 100 °С, и реакция продолжается. В это время холодильник работает по обратной схеме для возможности возврата паров формалина в котел. Процесс варки смолы контролируют по температуре, при которой происходит помутнение охлаждаемой в стаканчике пробы смолы.
Процесс изготовления смолы заканчивают, когда температура помутнения пробы смолы (разделение на два слоя) достигнет 75–80 °С.
Для процесса сушки смолы холодильник переключают на прямую схему и соединяют со сборником конденсата и вакуум-насосом. Массу в реакторе нагревают до70–80 °С и при этой температуре и вакууме 600–700 мм рт. ст. сушат до момента, когда скорость полимеризации будет в пределах 90–120 с при нормальных условиях (температура 18 °C и давление 760 мм рт. ст.). Готовую смолу выгружают через нижний сливной штуцер либо (при получении лака) разбавляют спиртом.
Для получения жидких резольных смол сушку смолы под вакуумом не производят, а процесс изготовления смолы заканчивают после процесса конденсации и определения готовности смолы. После этого смолу перекачивают с помощью сжатого воздуха в отстойник, где происходит отделение надсмольной воды от смолы. После отделения водного слоя жидкий резол (нижний слой) сливают в тару.

Рис. 9. Схема производства фенолоформальдегидных смол и лаков
1 — котел для варки бакелитовых смол;
2 — феноловыплавитель;
3 — конденсатор;
4 — монжус для фенола;
5 — монжус для формалина;
6 — резервуар с обогревом;
7 — резервуар для формалина;
8 — резервуар для аммиака;
9 — монжус для аммиака,
10 — бак для спиртовых лаков;
11 — бак_отстойник;
12 — весовой мерник для фенола;
13 — весовой мерник для формалина;
14 — мерник для аммиака;
15 — мерник для растворителя;
16 — конденсатор;
17 — пеноловушка;
18 — вакуум_насос;
19 — шестеренчатый насос;
20 — вакуум_ловушка
Крезолоформальдегидные смолы
Технический трикрезол, применяемый для производства смол, представляет собой смесь трех изомеров крезола: орто-, мета- и паракрезола (рис. 10).

Рис. 10.
При взаимодействии с формальдегидом орто- и паракрезол реагируют только в двух точках, а метакрезол в трех точках, поэтому могут образоваться смолы с различными свойствами. Так, орто- и паракрезолы образуют термопластичные смолы, метакрезол может образовывать термореактивные. Поэтому количество метакрезола в трикрезоле должно быть не менее 40%. Трикрезол с таким содержанием метакрезола реагирует с формальдегидом так же, как и фенол.
При изготовлении крезолоформальдегидных смол крезол и формалин берут примерно в равных количествах. При избытке формалина получаются резольные смолы, а при избытке крезола — новолачные. Процессы изготовления этих смол аналогичны процессам изготовления фенолоформальдегидных смол.
Свойства крезольных смол несколько отличаются от фенольных. У крезольных смол время полимеризации, влагостойкость и электрические свойства выше.
В таблице 1 приведены сравнительные характеристики фенольных и крезольных смол, в таблице 2 — свойства смолы в стадии С.
Смола
Температура размягчения, °С
Период полимеризации при 160 °С, с
Содержание
свободного фенола, %
Влажность, %
Фенолоформальдегидная спирторастворимая марки ИФ
ФЕНОЛО-ФОРМАЛЬДЕГИДНЫЕ СМОЛЫ
ФЕНОЛО-ФОРМАЛЬДЕГИДНЫЕ СМОЛЫ, жидкие или твердые аморфные олиго- и полимерные продукты поликонденсации фенолов с формальдегидом или его производными.
Состав, структура и св-ва феноло-формальдегидных смол определяются природой и соотношением исходных компонентов, а также условиями синтеза (среда, тип и кол-во катализатора, т-ра и т. п.).
Исходными фенолами обычно служат собственно фенол и его алифатич. производные – алкилфенолы (крезолы, ксиле-нолы, 4-трет-бугилфенол и др.; см. Алкил(арил)феноло-фор-мальдегидные смолы), имеющие два или три активных атома водорода в о- или и-положениях к гидроксильной группе. Иногда применяют также дигидроксибензолы (в частности, резорцин; см. Резорцино-алъдегидные смолы), бисфенолы и фенолфталеины, производные фенолов, содержащие ненасыщенные и др. реакционноспособные группы (винилфенолы, 4-аминофенол и др.), сложные фенолосодержащие смеси продуктов растит, происхождения (напр., таннины, продукты гидролиза лигнина), продукты пиролиза каменного угля и сланцев.
Формальдегид CH 2 O вводят в р-цию чаще всего в виде водного р-ра разл. концентрации, стабилизированного метанолом (формалина). Реже используют соед., выделяющие CH 2 O при термич. разложении или при воздействии др. реагентов,- гексаметилентетрамин (уротропин), параформ-альдегид, триоксан, диоксолан.
Поликонденсация фенолов с CH 2 O – сложный многостадийный экзотермич. процесс, сопровождающийся выделением в качестве побочных продуктов воды и(или) формальдегида.
Основные стадии образования феноло-формальдегидных смол: 1) Взаимод. CH 2 O с фенольными ядрами по активным атомам водорода с образованием фенолов, содержащих гид-роксиметилъные (метилольные) группы. 2) Конденсация этих групп между собой или с активными атомами водорода фенольных ядер с образованием метиленовых или диметилен-оксидных мостиков (см. схему).
Кислотные катализаторы резко ускоряют обе стадии процесса, а основные (щелочные) – только первую стадию, замедляя р-ции конденсации. Повышение т-ры увеличивает скорость всех р-ций, протекающих при образовании феноло-формальдегидных смол.
В зависимости от числа активных атомов водорода в фенольном ядре, молярных соотношений исходных реагентов, скорости и глубины прохождения р-ций могут образовываться многообразные промежут. и конечные продукты, раз личающиеся хим. составом и степенью полимеризации х – от мономерных метилолфенолов (х = 1) до густосетчатых полиметилен- или полидиметиленоксидфенолов
Промежут. мономерные или олигомерные (линейные, разветвленные и циклические) продукты конденсации фенолов с CH 2 O, образующиеся на начальных стадиях р-ций при избытке CH 2 O (и 1) или на любых стадиях при его недостатке (n 2 O (п
1) или на любых стадиях при его недостатке (n 2 O (п 1), являются неплавкими и нерастворимыми густосетчатыми полимерами и называются от-вержденными феноло-формальдегидными смолами.
1), являются неплавкими и нерастворимыми густосетчатыми полимерами и называются от-вержденными феноло-формальдегидными смолами.
Технология получения и переработки феноло-формальдегидных смол всегда двух-или многостадийная. На первых стадиях осуществляется синтез исходных, смол, их хим. модификация или сочетание с др. материалами, а на последних стадиях – превращение их в отвержденные густосетчатые полимеры. При этом возможны (и практически реализуются) два пути синтеза феноло-формальдегидных смол: 1) при молярном избытке CH 2 O (п 1) с образованием реакцион-носпособных (термореактивных) метилолфенолов (ф-ла I) и(или) олигомерных метилольных производных ф-л II и III; 2) при недостатке CH 2 O (п 2 O или др. реакционноспособ-ных в-в.
1) с образованием реакцион-носпособных (термореактивных) метилолфенолов (ф-ла I) и(или) олигомерных метилольных производных ф-л II и III; 2) при недостатке CH 2 O (п 2 O или др. реакционноспособ-ных в-в.
Ф еноло-формальдегидные смолы, полученные первым путем, называются резольны-ми смолами. Их синтез осуществляют в водной среде при т-ре ок. 100 0 C в присут. основных катализаторов (гидроксидов Na или Ba, аммиака, реже карбоната Na или аминов), позволяющих прекращать р-ции на промежут. стадиях. Выпускают резольные феноло-формальдегидные смолы в виде водных р-ров или эмульсий (фено-лоспиртов), а также в виде твердых продуктов или р-ров в неводных р-рителях (феноло-формальдегидных лаков). Отвер-ждение резольных феноло-формальдегидных смол – продолжение р-ций конденсации метилольных групп при натр, до 130-200 0 C или в присут. кислотных катализаторов – 4-CH 3 C 6 H 4 SO 3 H, C 6 H 5 SO 3 H и H 3 PО 4 .
Ф еноло-формальдегидные смолы, полученные вторым путем, называют новолачными или термопластичными. Их обычно синтезируют в водных р-рах CH 2 O и фенолов, но (в отличие от резольных смол) в присут. кислотных катализаторов – соляной, серной, фосфорной, толуол- или фенилсульфоновой к-т, реже – к-т Льюиса. Новолачные феноло-формальдегидные смолы синтезируют и в расплавах фенолов, используя вместо CH 2 O его производные – пара-форм, гексаметилентетрамин и др. В пром-сти новолачные феноло-формальдегидные смолы выпускают в виде твердых, плавких продуктов с т-рой каплепадения 70-120 0 C. Отверждают их обычно с помощью гексаметилентетрамина, реже параформа (в кол-ве 6-14% по массе) при 150-180 0 C, а также изоцианатов, реагирующих с гидроксильными группами. При этом часто используют реакционноспособные (активные) р-рители (напр., фурфурол, фурфуриловый спирт), к-рые участвуют в процессах отверж-дения.



Схема образования феноло-формальдегидных смол.
Специфич. типом новолачных феноло-формальдегидных смол являются т. наз. ортоноволаки (см. Новолачные смолы), обладающие повышенной скоростью отверждения. Ортоноволаки синтезируют обычным путем, но в присут. ацетатов Zn, Mg или Ca в качестве катализаторов.
Резольные и новолачные феноло-формальдегидные смолы в исходном состоянии разнообразны по составу и мол. строению, физ. и хим. св-вам. Обычно они окрашены от светло-желтого до темно-коричневого цвета; их плотность варьирует от 1,14 до 1,27 г/см 3 . Они хорошо растворяются в водных р-рах щелочей, фенолах, спиртах, кетонах и др. полярных р-рителях. В отвержденном состоянии резольные и новолачные феноло-формальдегидные смолы обладают близкой мол. и надмол. структурой и представляют собой густосетчатые стеклообразные полиметиленфенолы с аморфной микрогетерогенной структурой. Они относятся к жестким хрупким тепло- и термостойким полярным полимерам. Ниже приведены нек-рые типичные характеристики отвержденных феноло-формальдегидных смол:
Плотность, г/см 3
Модуль упругости, ГПа
Удельная энергия роста трещин, Дж/м 2
Относит, удлинение при разрыве, %
Т-ра начала деструкции, 0 C
Температурный коэф. линейного расширения, К’ 1
Удельное электрич. сопротивление, Ом·см
Водопоглощение за 24 ч, %
Структура и св-ва отвержденных феноло-формальдегидных смол зависят от т-ры, скорости и степени отверждения, типа и кол-ва выделяющихся летучих продуктов.
При термич. отверждении новолачных и резольных феноло-формальдегидных смол возможны образование и превращение п-хинонметидных групп -CH = C 6 H 4 = О, присутствием к-рых объясняется темный цвет этих смол. При использовании аммиака (в качестве катализатора при синтезе резольных смол) и гекса-метилентетрамина (в качестве отвердителя новолачных смол) феноло-формальдегидные смолы могут содержать также аминометилольные (NHCH 2 OH), аминометиленовые (CH 2 NHCH 2 ) и азометино-вые (CH = N) группы.
Для направленного изменения св-в феноло-формальдегидных смол на разл. стадиях их получения применяют хим. модификацию и введение модифицирующих, в т. ч. реакционноспособных добавок. Основной способ хим. модификации феноло-формальдегидных смол – этерификация гидроксильных, фенольных или метилольных групп к-тами и их производными. Напр., в результате этерификации новолачных феноло-формальдегидных смол эпихлоргидрином получают полифункциональные эпоксидные смолы, часто называемые эпоксиново-лачными. феноло-формальдегидными смолами этерифицируют также с помощью галоген-производных углеводородов и хлорцианом.
Большое значение для применения феноло-формальдегидных смол имеет способность гидроксильных и др. ионогенных групп образовывать комплексные соед. с ионами металлов или др. катионами или анионами (см. Мономеры, Ионообменные смолы).
Мономерными модифицирующими добавками при синтезе феноло-формальдегидных смол служат амины и амиды, в первую очередь анилин, меламин, мочевина, дициандиамид, капролактам, а также активные р-рители, серо-, фосфор-, кремний- и борсодер-жащие мономеры или олигомеры. В качестве полимерных модифицирующих компонентов используют каучуки, по-ливинилацетат, полиамиды, поливинилхлорид и др. Для повышения термич. устойчивости отвержденных феноло-формальдегидных смол применяют спец. добавки (см. Стабилизация полимеров)или проводят термообработку при 200-250 0 C, в результате чего происходит дополнит, сшивание звеньев смолы. Высокотемпературный пиролиз феноло-формальдегидных смол (до 1000 0 C) приводит к их карбонизации с образованием прочного кокса, обычно не способного к графитизации, а образующего аморфные материалы типа стеклоуглерода при термообработке до 2000 0 C.
Феноло-формальдегидные смолы используют в качестве связующих и клеев в про-из-ве композиционных материалов на основе древесины и бумаги (древесно-волокнистых и древесно-стружечных плит, фанеры, гетинаксов), тканей и др. (см. Композиционные материалы, Клеи синтетические), связующих литьевых и прессовочных материалов конструкционного и функционального назначения (см. Фенопласты), теплозвукоизолирующих пенопластов, материалов на основе минер, ваты, формовочных материалов для литейного произ-ва, абразивных и фрикционных материалов, защитных и спец. покрытий, лаков, эмалей, заливочных и пропиточных составов, наполнителей для полимерных материалов (волокон, микросфер), углерод-углеродных композиционных материалов, ионообменных смол, светочувствит. материалов (фоторезистов). Феноло-формальдегидные смолы используют в качестве вулканизующих и упрочняющих добавок в каучуках и резинах, стабилизаторов полимерных материалов, синтетич. дубителей кожи. В последних случаях часто применяют индивидуальные линейные или циклич. олигоме-тиленфенолы, к-рые служат также моделями феноло-формальдегидных смол и основой для матричного синтеза стереорегулярных, гл. обр. биологически активных соединений.
Важнейшие достоинства феноло-формальдегидных смол: низкая стоимость, доступность исходного сырья, простота технол. процессов синтеза смол и их модификации, высокая смачивающая и пропитывающая способность и р-римость, обеспечивающие возможность сочетания в исходном состоянии практически со всеми материалами, хим. инертность, тепло- и огнестойкость в отвержденном состоянии. Недостатки феноло-формальдегидных смол: токсичность основных компонентов, используемых при синтезе, и большое кол-во отходов произ-ва, оказывающих вредное воздействие на окружающую среду.
Ф еноло-формальдегидные смолы – первые искусственно полученные форполимеры (1907-1909). Объем их мирового произ-ва 2,5-3,0 млн. т (1989).
Лит.: Силинг M.И., в сб.: Итоги науки и техники, сер. Химия и технология высокомолекулярных соединений, т. 11, M., 1977, с. 119-U2; Б ах -ман А., Мюллер К., Фенопласты, пер. с нем., M., 1978; KH о p А., Ше и б В., Фенольньте смолы и материалы на их основе, пер. с англ., M., 1983.
Фенолоформальдегидные смолы Текст научной статьи по специальности « Химические технологии»
Аннотация научной статьи по химическим технологиям, автор научной работы — Воробьев Александр
Фенолоформальдегидные смолы представляют собой продукты реакции конденсации фенолов или его гомологов (крезолов, ксиленолов) формальдегидом. Реакция конденсации протекает в присутствии катализаторов, которе могут быть как кислотного (НСl, H2SO4), так и щелочного типа (NH4OH, Ba(OH)2, NaOH).
Похожие темы научных работ по химическим технологиям , автор научной работы — Воробьев Александр
Текст научной работы на тему «Фенолоформальдегидные смолы»
Компоненты и технологии, № 7’2003
Продолжение. Начало в № 3, 4, 6’2003
Фенолоформальдегидные смолы представляют собой продукты реакции конденсации фенолов или его гомологов (крезолов, ксиленолов) с формальдегидом. Реакция конденсации протекает в присутствии катализаторов, которые могут быть как кислотного (НСІ, Н2Б04), так и щелочного типа (ЫН40Н, Ва(ОН)2, ЫаОН).
В зависимости от природы и соотношения компонентов, а также от применяемого катализатора фенолоформальдегидные смолы делят на два вида: 1) термореактивные или резоль-ные; 2) термопластичные или новолачные смолы.
При нагревании или длительном хранении эти смолы переходят в неплавкое и нерастворимое состояние, а новолачные смолы термопластичны и могут сохранять плавкость и растворимость при длительном хранении, а также при нагреве до 200 °С. Резольные смолы при переходе из плавкого растворимого состояния в неплавкое и нерастворимое проходят три стадии, характеризующие их состояние:
1. Резолы — смолы в стадии А. Плавятся при нагревании и растворяются в спирте, ацетоне и в водных растворах щелочей. Представляют собой смесь низкомолекулярных соединений продуктов реакции.
2. Резитолы — смолы в стадии В. Образуются при нагревании или длительном хранении резолов, представляют собой смесь резольной смолы и высокомолекулярных неплавких и нерастворимых соединений. Они нерастворимы в спирте и ацетоне, а только набухают в них, не плавятся, но размягчаются при нагревании.
3. Резиты — смолы в стадии С. Содержат в основном трехмерные высокомолекулярные соединения. Не плавятся и не размягчаются при нагревании и нерастворимы и не набухают ни в ка-
ких растворителях. Резольные смолы в стадии С обладают высокими физико-электрическими свойствами.
Механизм образования фенолоформальдегидных смол
Функциональность фенола составляет 1-3, т. е. на 1 моль фенола может присоединяться от 1 до 3 молей формальдегида в двух ортоположениях и в параположении (рис. 1).
При эквимолекулярных количествах реагентов или при избытке формальдегида в присутствии щелочного катализатора образуются смолы резольно-го типа, при избытке фенола в кислой среде — но-волачные. При синтезе резольных смол обычно берут на 6 молей фенола 7 молей формальдегида, и реакция идет по схеме, приведенной на рис. 2.
На первой стадии процесса одновременно получаются оксибензиловый спирт, ди- и триметилоль-ные производные фенола (рис. 3), которые реагируют между собой с образованием макромолекулы резольной смолы. В щелочной среде в результате взаимодействия фенолоспиртов за счет метилоль-ных групп в пароположении образуется резольная смола в стадии А (рис. 4).
Наличие в этих макромолекулах метилольных групп позволяет им вступать в дальнейшие реакции поликонденсации между собой. Под влиянием дальнейшего нагрева происходит процесс отверждения смолы с выделением воды и образованием молекул трехмерной структуры резита (рис. 5).
Компоненты и технологии, № 7’2003
Рис. 9. Схема производства фенолоформальдегидных смол и лаков 1 — котел для варки бакелитовых смол; 2 — феноловыплавитель;
3 — конденсатор; 4 — монжус для фенола; 5 — монжус для формалина;
6 — резервуар с обогревом; 7 — резервуар для формалина;
8 — резервуар для аммиака; 9 — монжус для аммиака,
10 — бак для спиртовых лаков; 11 — бак-отстойник;
12 — весовой мерник для фенола; 13 — весовой мерник для формалина;
14 — мерник для аммиака; 15 — мерник для растворителя; 16 — конденсатор; 17 — пеноловушка; 18 — вакуум-насос; 19 — шестеренчатый насос;
Процесс отверждения, то есть превращения в резит, может происходить в условиях нормальной температуры, но длительное время (от 6 мес. до 1 года). При повышении температуры скорость сильно возрастает.
Новолачные смолы образуются при избытке фенола в кислой среде. Обычно берут 7 молей фенола и 6 молей формальдегида, в качестве катализатора применяют соляную кислоту. В этом случае реакция идет по схеме, указанной на рис. 6.
Фенолоспирты при избытке фенола реагируют с фенолом и образуют метилолди-оксидифенилметан (рис. 7), который при дальнейшей поликонденсации дает ново-лачные смолы, имеющие строение, показанное на рис. 8.
В новолачную смолу входит смесь соединений линейного строения с молекулярной массой 200-1300. В отличие от резола молекулы новолачной смолы не содержат мети-лольных групп и поэтому не способны всту-
пать в реакцию поликонденсации между собой и не образуют пространственных структур. Новолачные смолы могут быть переведены в неплавкое и нерастворимое состояние путем обработки их формальдегидом, пара-формом или чаще всего гексаметилентетра-мином при повышенной температуре.
Технологический процесс получения фенолоформальдегидной резольной смолы
В производстве резольных смол в качестве сырья применяют фенол, крезол, ксиленол, а также фенольно-крезольные фракции, содержащие их смесь. Применяется и смесь ФДК (фенол, дикрезол, ксиленол). Формальдегид применяют в виде 36-40-процентного раствора (формалин).
Резольные фенолоформальдегидные смолы изготавливают различных марок, в виде жидких (ОФ, ОК) или твердых смол (ИФ, ИК)
для получения спиртовых лаков. Приведем процесс получения резольной (бакелитовой) смолы.
Фенол 100% — 6 молей
Формалин 40% — 7 молей
Аммиак 25% — 5% (по массе фенола)
В реактор загружают фенол (в виде водного раствора), формалин и аммиак. Смесь в котле нагревают до 80 °С, подавая в рубашку котла водяной пар. При достижении 80 °С начинается экзотермическая реакция, и подачу пара прекращают. Вследствие экзотер-мичности процесса температура в котле поднимается до 100 °С, и реакция продолжается. В это время холодильник работает по обратной схеме для возможности возврата паров формалина в котел. Процесс варки смолы контролируют по температуре, при которой
Компоненты и технологии, № 7’2003
Таблица 1. Свойства фенолоформальдегидных (бакелитовых) смол
Смола Температура размягчения, °С Период полимеризации при 160 °С, с Содержание свободного фенола, % Влажность, %
Фенолоформальдегидная спирторастворимая марки ИФ 60-75 80-150 8-12 до 1,2
Фенолоформальдегидная жидкая марки ОФ 60-120 100-150 15 до 20
Крезолоформальдегидная спирторастворимая марки ИК 60-75 70-180 8-12 до 1,2
Крезолоформальдегидная жидкая марки ОК 30-90 150-270 18 до 20
Крезолоксиленольная сухая 55-65 90-180 9-12 до 20
происходит помутнение охлаждаемой в стаканчике пробы смолы.
Процесс изготовления смолы заканчивают, когда температура помутнения пробы смолы (разделение на два слоя) достигнет 75-80 °С.
Для процесса сушки смолы холодильник переключают на прямую схему и соединяют со сборником конденсата и вакуум-насосом. Массу в реакторе нагревают до70-80 °С и при этой температуре и вакууме 600-700 мм рт. ст. сушат до момента, когда скорость полимеризации будет в пределах 90-120 с при нормальных условиях (температура 18 °С и давление 760 мм рт. ст.). Готовую смолу выгружают через нижний сливной штуцер либо (при получении лака) разбавляют спиртом.
Для получения жидких резольных смол сушку смолы под вакуумом не производят, а процесс изготовления смолы заканчивают после процесса конденсации и определения готовности смолы. После этого смолу перекачивают с помощью сжатого воздуха в отстойник, где происходит отделение над-смольной воды от смолы. После отделения водного слоя жидкий резол (нижний слой) сливают в тару.
Технический трикрезол, применяемый для производства смол, представляет собой смесь трех изомеров крезола: орто-, мета-и паракрезола (рис. 10).
При взаимодействии с формальдегидом орто- и паракрезол реагируют только в двух точках, а метакрезол в трех точках, поэтому могут образоваться смолы с различными свойствами. Так, орто- и паракрезолы образуют термопластичные смолы, метакрезол может образовывать термореактивные. Поэтому количество метакрезола в трикрезоле должно быть не менее 40%. Трикрезол с таким содержанием метакрезола реагирует с формальдегидом так же, как и фенол.
При изготовлении крезолоформальдегид-ных смол крезол и формалин берут примерно в равных количествах. При избытке формалина получаются резольные смолы, а при избытке крезола — новолачные. Процессы изготовления этих смол аналогичны процессам изготовления фенолоформальдегидных смол.
Свойства крезольных смол несколько отличаются от фенольных. У крезольных смол время полимеризации, влагостойкость и электрические свойства выше.
В таблице 1 приведены сравнительные характеристики фенольных и крезольных смол, в таблице 2 — свойства смолы в стадии С.
Растворением фенольных и крезольных смол в спирте получают бакелитовые лаки, которые находят широкое применение для пропитки и лакировки изоляционных бумаг и тканей. Пропитанные и лакированные бумаги, ткани и стеклоткани применяются в производстве слоистых пластиков: гети-накса, текстолита, стеклотекстолита, намоточных изоляционных изделий (трубок, цилиндров). Бакелитовые лаки применяются также для склейки и внешней лакировки изделий из слоистых пластиков.
Новолачные и резольные смолы в стадии А при нормальной температуре представляют собой прозрачные и хрупкие массы, которые при 60-100 °С переходят в вязкотекучее состояние. Они легко растворимы в спирте, ацетоне и других органических растворителях.
Смолы в стадии резита (С) неплавки, нерастворимы и обладают высокой теплостойкостью (до 250-280 °С). Эти смолы сохраняют высокую твердость, прочность и стекловидное состояние. При температуре выше 280 °С они начинают постепенно деструкти-роваться.
Твердые новолачные и резольные смолы находят широкое применение в производстве пресспорошков для пластмасс. Новолач-ные смолы для пресспорошков применяются с добавлением уротропина. Резольные смолы применяются для изготовления пресспо-рошков, к которым предъявляются высокие требования по электрическим свойствам
Таблица 2. Свойства фенолоформальдегидной
смолы в стадии С
Разрушаемость от температуры 240-260 °С
Обугливаемость 300 °С
Водопоглощаемость за 24 ч пребывания в воде 0,05-0,2%
Предел прочности при растяжении (42-67) 106 Па
Предел прочности при сжатии (8-15) 107 Па
Предел прочности при статическом изгибе (8-12) 107 Па
Твердость по Бринеллю 10-50
Удельное объемное электрическое сопротивление 1х1012 – 5х10|40мхсм
Электрическая прочность 10-14 кВ/мм
Диэлектрическая проницаемость при 50 Гц 5-6
Диэлектрические потери при 50 Гц 0,05-0,10
Дугостойкость Очень низкая
Стойкость против слабых кислот Очень хорошая
Стойкость против щелочей Разрушается
Зависимость 1дб резольных смол от времени отверждения при температуре 100 °С.
Синий цвет — фенолоформальдегидная смола Красный цвет — крезолоформальдегидная смола Рис. 11
и водостойкости. Электрические свойства фенолформальдегидных смол зависят от исходного сырья и определяются полярностью фенолов. Так как полярность фенола выше, чем крезола и ксиленола, электрические свойства и водостойкость фенольных смол ниже крезольных и тем более ксиленольных.
Жидкие бесспиртовые бакелитовые смолы
В электроизоляционной технике нашли широкое применение жидкие бесспиртовые бакелитовые смолы марок ОФ и ОК, позволяющие исключить из производства гети-накса и текстолита дорогостоящий этиловый спирт.
Жидкие бакелитовые смолы получают конденсацией фенола или его гомологов (крезола, ксиленола) с формальдегидом в присутствии аммиачного или аммиачно-бариевого катализатора. Для производства этих смол применяется то же оборудование, что и для производства сухих смол (ИФ, ИК). Процесс конденсации проводится при более низкой температуре (80-85 °С) с исключением операции сушки (вакуумирования) смолы, которая заменяется процессом отделения смолы от над-смольной воды путем отстаивания в отстойнике при 18-25 °С в течение до 30 ч.
Смола ОФ — фенолоформальдегидная с аммиачно-бариевым катализатором, применяется для пропитки тканей в производстве текстолита.
Фенол 100% — 100 массовых частей
Формалин 40% — 115
Гидрат окиси бария — 0,5
Компоненты и технологии, № 7’2003
0Н+пСН20_________► пСНз С
Смола ОК-1 — крезолоформальдегидная с аммиачным катализатором, применяется для пропитки бумаги в производстве гети-накса, а также некоторых видов текстолита.
Трикрезол — 100 массовых частей Формалин 40% — 98 Аммиак 25% — 5
Смола ОК-4 — крезолоформальдегидная с аммиачно-бариевым катализатором, применяется для пропитки бумаги в производстве гетинакса.
Смола КСФ — фенолоксиленольная с аммиачно-бариевым катализатором, применяется для тех же целей, что и ОК-4.
Фенол 100% — 50 массовых частей Ксиленол — 50 Формалин 40% — 100 Аммиак 25% — 2,5 Гидрат окиси бария — 0,8 Смола ФДК, представляющая собой продукт конденсации формальдегида со смесью фенолов (ФДК) в щелочной среде.
Состав смеси (фенольных фракций)
Жидкая бесспиртовая смола ФДК имеет экономические преимущества, так как изготовляется на дешевом сырье, применяется для пропитки бумаги и ткани взамен смол ОФ и ОК.
Маслорастворимые фенолоформальдегидные смолы
Фенолоформальдегидные смолы, получаемые при реакции конденсации фенола с формальдегидом, нерастворимы в маслах. Замена фенола на его производные (крезол) делает возможным получение маслорастворимых смол. На основе этих смол путем сплавления их со смесью тунгового и полимеризо-ванного льняного масла с последующим растворением в ксилоле изготавливают крезоломасляный лак, который применяют для пропитки обмоток электрических машин и аппаратов и лакировки деталей из слоистых пластиков и пластмасс с целью повышения их влагостойкости.
Конденсацией ксиленола с формальдегидом в присутствии канифоли и последующей эфиризацией свободных абиетиновых кислот канифоли глицерином получают искусственный копал (ксиленольный). Этот копал хорошо растворим в маслах и ароматических углеводородах. Применяется при изготовлении масляных эмальлаков для эмалирования проводов.
Наиболее широкое применение в электроизоляционной технике находят смолы на основе алкил- и арилзамещенных фенолов, называемые 100-процентными фенольными смолами. Благодаря наличию алкильных (начиная с С4Н9 — бутил) и арильных (С6Н5ОН) радикалов в фенольном ядре они обладают способностью совмещаться с маслами. Для получения 100-процентных фенольных смол применяется паратретичный бутилфенол.
Эти смолы изготавливают так же, как и обычные фенолоформальдегидные. Конденсация производится в кислой и щелочной среде. Наибольшую ценность представляют собой резольные смолы, так как наличие в их молекуле свободных метилольных групп СН2ОН способствует совмещению их с растительными маслами и алкидными смолами и получению лаков с высокими свойствами.
Примером может служить алкилфеноло-формальдегидная смола, представляющая собой продукт конденсации паратретичного бутилфенола с формальдегидом в щелочной среде.
Этерификация одноатомными спиртами метилольных групп фенолоформальдегид-ного конденсата сообщает этим смолам способность совмещаться с растительными маслами и другими смолами (полиэфирными, эпоксидными). Этерификация осуществляется бутиловым спиртом. Другие спирты с меньшим содержанием углеродных атомов не обеспечивают совместимости феноло-формальдегидных конденсатов с вышеуказанными смолами, а спирты с большим содержанием углеродных атомов, чем у бута-нола, придают смолам большую мягкость. Бутанолизация первичного фенолофор-мальдегидного конденсата протекает по схеме, представленной на рис 13.
При дальнейшей конденсации образуется продукт со строением, показанным на рис. 14.
Содержание в поликонденсате бутоксиль-ных групп характеризует степень бутаноли-зации. В качестве примера такой смолы может служить бутоксикрезолоформальдегид-ная смола РБ.
Бутоксикрезолоформальдегидная смола РБ представляет собой продукт этерифика-ции бутанолом резольной смолы, получаемой при конденсации крезола с формальдегидом. Смола выпускается в виде раствора в бутаноле и имеет следующие характеристики: внешний вид — прозрачная однородная жидкость красновато-желтого цвета, вязкость при ВЗ-4 при 20 °С — 100-300 с.
Смола РБ в виде 60% раствора в бутано-ле применяется в качестве компонента электроизоляционных лаков ФЛ-98, ПЭ-933. Отверждение пленок алкиднофенольного лака, в котором смола РБ входит как один из основных компонентов, происходит главным образом в результате взаимодействия буток-сильных групп смолы РБ и свободных карбоксильных групп алкидного лака.
Фенолформальдегидные смолы
Изучение особенностей открытия Адольфом фон Байером фенолформальдегидной смолы. Исследование её состава и основных свойств. Основы получение новолачных смол. Фенопласты и их переработка в изделия. Характеристика основных свойств и структуры фаолита.
| Рубрика | Химия |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 27.05.2014 |
| Размер файла | 24,6 K |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Санкт-Петербургский государственный технологический университет растительных полимеров»
Кафедра физической и коллоидной химии
Студент гр. Тоболина А. И.
Преподаватель Осовская И.И.
1. История вопроса
Фенолформальдегидная смола производится промышленностью с 1912 г. Под названием бакелит.
Когда немецкий химик Адольф фон Байер. в 1872 г. смешал формальдегид и «карболовую кислоту» (раствор фенола), он получил смолообразную, вязкую массу. При нагревании она превращалась в твердое, нерастворимое вещество, которое далее уже не плавилось. В то время Байер еще не мог предвидеть, какое огромное значение приобретает впоследствии полученный им продукт.
Чуть позже американский химик Бакеланд Лео Хендрик, проведя реакцию конденсации формальдегида и фенола, получил полимер, для которого не мог найти растворителя. Это навело его на мысль, что такой практически нерастворимый и, как выяснилось, не проводящий электричества полимер может оказаться очень ценным. В 1909 Бакеланд сообщил о полученном им материале, который он назвал бакелитом. Эта фенолформальдегидная смола была первым синтетическим реактопластом – пластиком, не размягчавшимся при высокой температуре. По целому ряду свойств бакелит остается непревзойденным материалом. Работа Бакеланда стимулировала исследования в области органического синтеза и создание новых пластмасс.
Как и ко многим другим новинкам, к бакелиту вначале относились скептически, и ему было трудно конкурировать на рынке с давно известными материалами.
Положение быстро изменилось, когда обнаружили его ценные свойства – бакелит оказался отличным электроизоляционным материалом, обладающим в то же время высокой прочностью. Сегодня у себя дома мы уже едва ли увидим штепсельные розетки, вилки и электрические выключатели из фарфора. Их вытеснили изделия из реактопластов. Бакелит и родственные ему пластмассы заняли также почетное место в машиностроении, автомобилестроении и других отраслях промышленности.
2. Состав и свойства
фаолит смола новолачный
Фенолформальдегидные смолы (ФФС) – жидкие или твердые аморфные олиго- и полимерные продукты поликонденсации фенолов с формальдегидом или его производными.
Состав, структура и свойства определяются природой и соотношением исходных компонентов, а также условиями синтеза (среда, тип, количество катализатора (NH4OH, Ba(OH)2, NaOH – катализаторы щелочного, HCl, H2SO4 – кислого) температура и т. п.)
Формальдегид (-СН2O) получается путем окисления метилового спирта кислородом воздуха и представляет собой бесцветный газ с резким неприятным запахом. Выпускается он в виде 40%-ного водного раствора формалина.
Фенолами называются соединения типа R-С6Н5ОН, где R — органический радикал или водород. Эти соединения представляют собой бесцветные игольчатые кристаллы с характерным запахом карболовой кислоты. Хорошо растворяется в этаноле, диэтиловом эфире, ацетоне и других органических растворителях, умеренно в воде (6,7 г в 100 мл при 160C), при температуре выше 660C растворяется в воде в любом соотношении. Основным источником фенола служат каменноугольный деготь и продукты крекинга нефти.
По внешнему виду фенолформальдегидная смола – однородная жидкость без механических примесей от красновато-коричневого до тёмно-вишнёвого цвета. Она обеспечивает высокую стойкость и прочность клеевых соединений при воздействии горячей и теплой воды, поэтому ее относят к смолам повышенной водостойкости.
Для направленного изменения свойств ФФС в реакцию при их получении вводят компоненты, способные взаимодействовать с фенолом и формальдегидом. Так, при введении анилина повышаются диэлектрические свойства и водостойкость, при введении мочевины – светостойкость. Для придания способности растворяться в неполярных растворителях и совмещаться с растительными маслами ФФС модифицируют канифолью, трет-бутиловым спиртом; смолы этого типа широко используют в качестве основы для феноло-альдегидных лаков. ФФС совмещают с др. олигомерами и полимерами, например с полиамидами, – для придания более высокой теплои водостойкости, эластичности; с поливинилхлоридом – для улучшения водои химстойкости; с каучуками – для повышения ударной вязкости, с поливинилбутиралем – для улучшения адгезии (такие смолы – основа клеев БФ, см. Феноло-альдегидные клеи) . ФФС используют для отверждения эпоксидных смол с целью придания последним более высокой термо-, кислотои щёлочестойкости.
В зависимости от природы и соотношения компонентов, а также от применяемых катализаторов фенолформальдегидные смолы делятся два типа:
Термореактивные или резольные;
Термопластичные или новолачные смолы.
3. Новолачные смолы
При изготовлении фенолформальдегидных смол применяют синтетический фенол, а также фенолы, получаемые из каменноугольной смолы (фенольная и феноло-крезольная фракции, трикрезол, ксиленолы). Помимо перечисленных фенолов применяют их смеси, а также смеси фенола с анилином (феноло-анилино-формальдегидная смола). Формальдегид иногда частично или полностью заменяют фурфуролом.
Для получения новолачных смол конденсацию, как правило, проводят в присутствии кислотных катализаторов при избытке фенола (отношение фенола к альдегиду в молях 6:5 или 7:6) .
Технологический процесс получения твердой новолачной смолы, состоит из стадий конденсации и сушки проводимых, как правило, в одном аппарате.
В смесь фенола с формальдегидом вводят такое количество кислого катализатора, чтобы величина рН реакционной смеси составляла 1,6-2,3. Смесь при постоянном перемешивании нагревают до кипения в течении 40-60 минут при атмосферном давлении (реже в вакууме) с включенным обратным холодильником. Через 20 минут после начала кипения в аппарат вводят дополнительную порцию катализатора. Кипячение смеси при 95-98 градусах Цельсия продолжают еще 1-1,5 часа. По достижению удельного веса смеси, близкого к 1,2 г/см 53 0, конденсацию смолы считают в основном законченной, включают прямой холодильник и начинают сушку, при остаточном давлении не выше 300 мм.рт.ст., обогревая аппарат паром 5-8 ат. Сушку продолжают до достижения температуры каплепадения смолы 95-105 0С. После этого смолу сливают из аппарата и охлаждают.
В новолачные смолы часто добавляют смазывающие вещества (олеиновая кислота) и красители.
Феноло-формальдегидная новолачная смола в твердом состоянии имеет цвет от светло- до темно коричневого, удельный вес ее около 1,2 г/см 53 0.Такая смола способна многократно плавится и вновь затвердевать, хорошо растворяется в спирте и многих растворителях. Переход смолы из нерасплавленного состояния при 150-200 5 0 0С в неплавкое и нерастворимое состояние в отсутствии отвердителя происходит очень медленно.
Температура плавления, вязкость и скорость отверждения новолачных смол изменяется с течением времени очень медленно. Поэтому такие смолы можно хранить в течении нескольких месяцев при любой температуре.
4. Резольные смолы
Получают при поликонденсации с избытком альдегида (отношение альдегида к фенолу 6:5 или 7:6) и при щелочном катализаторе (гидроксид натрия, калия). Резольные смолы термореактивны, для их отверждения нужен лишь нагрев, отвердители не используются. Продукты такой термической реакции называются резитами.
В отличие от новолачных смол разные марки резольных смол обладают несходными свойствами и имеют различное назначение. Часто одну марку резольной смолы не удается полноценно заменить другой.
Для получения резольных смол применяется такое же сырье, как и для новолачных (фенолы, смеси фенола с анилином, формальдегид). Катализатором служит щелочи и основания, едкий натр, гидроокись бария, аммиак, окись магния.
В производстве резольные смолы применяются в твердом и жидком состоянии. Резольная смола в жидком состоянии представляет собой смесь смолы с водой. Такие смеси, содержащие до 35 % воды, называются эмульсионными смолами. Частично обезвоженные эмульсионные смолы (с влажностью не больше 20 %) называют жидкими смолами.
Вязкость эмульсионных смол колеблется в пределах 500-1800 сантипуаз, жидких смол – в пределах 500-1200 сантипуаз.
Твердые резольные смолы по внешнему виду мало отличаются от твердых новолачных смол. Технологический процесс получения твердых резольных смол во многом аналогичен получению новолачных смол. Конденсацию и сушку проводят в одном аппарате. Конденсация, как правило, происходит при температуре кипения реакционной смеси, в течении определенного времени, установленного для каждой марки смолы, сушку проводят при остаточном давлении не выше 200 мм.рт.ст. Процесс сушки контролируют, определяя скорость отверждения смолы на плитке.
Готовую смолу сливают из аппарата возможно быстрее и охлаждают в тонком слое во избежание ее отверждения.
Важнейшим показателем качества эмульсионных и жидких резольных смол является вязкость, которая резко уменьшается с ростом температуры.
Хранение резольных смол допускается лишь в течении короткого времени (2-3 дня после изготовления),так как при хранении сравнительно быстро возрастает вязкость эмульсионных и жидких смол, а также температура каплепадения и скорость отверждения твердых смол.
Важным показателем является хрупкость твердых резольных смол. Смолы температура каплепадения и скорость отверждения которых соответствует техническим условиям, иногда обладают недостаточной хрупкостью. Тогда они плохо поддаются измельчению, а в измельченном состоянии быстро слеживаются.
Резольные смолы измельчают на таком оборудовании, что и новолачные смолы. Так как измельченная резольная смола даже при хорошей хрупкости быстро слеживается, хранить ее в таком состоянии не следует.
Наиболее удобной тарой для внутризаводского транспортирования твердых резольных смол при раздельном расположении производства смолы являются мешки из толстой, пыленепроницаемой ткани (бельтинг), а для эмульсионных смол – стандартные металлические бочки.
5. Фенопласты и их переработка в изделия
На основе фенолформальдегидных смол изготовляют пластические массы, называемые фенопластами.
Все пластические массы по составу делят на простые и сложные. Простые пластмассы состоят в основном из связующего, иногда с добавлением небольшого количества вспомогательных веществ (краситель, смазка и др.) В состав большинства пластмасс кроме связующего, входят и другие. Такие пластмассы носят название сложных и композиционных.
Наполнителем для прессопорошков, типа фенопластов чаще всего служит древесная мука, значительно реже мелковолокнистый асбест. Из минеральных порошкообразных наполнителей применяют плавиковый шпат, пылевидный кварц.
Прессматериалы типа фенопластов изготавливают “сухими” и “мокрыми” методами. При “сухих” методах смола применяется в сухом виде, а при “мокрых” в виде спиртового лака (лаковый способ) или водной эмульсии (эмульсионный способ).
Переработка фенопластов в изделие производится различными способами. Самым старым и самым распространенным промышленным способом является прямое прессование (называемое также горячим или компрессионным прессованием) применим ко всем видам описываемых прессматериалов.
Способ литьевого прессования, нызываемого также трансферным или шприцгуссом, применяют только, для переработки пресспорошков, когда изделие должно включать сложную арматуру.
Способ непрерывного выдавливания применяется для изготовления различных профильных изделий из пресспорошков (трубки, стержни, уголки).
Фаолитом называется кислотостойкая, пластическая масса, получаемая на основе феноло-формальдегидной резольной смолы и кислотостойкого наполнителя асбеста, графита и кварцевого песка.
Термореактивная фенола-формальдегидная смола способна под влиянием нагревания переходить в твердое, неплавкое и нерастворимое состояние. В соответствие с этим и фаолитовая масса, в которой частички наполнителя связаны между собой вязкой растворимой смолой, при термообработке отверждается, становится неплавкой и нерастворимой.
Фаолит – один из ценнейших конструктивных материалов. Он зарекомендовал себя при эксплуатации в различных агрессивных средах в широком интервале температур. По коррозионной стойкости фаолит превосходит свинец.
Большое количество фаолита выпускается в виде полуфабриката неотвержденных листов из которых заводы-потребители изготавливают различные изделия и арматуру.
Фаолит нашел широкое применение во многих отраслях промышленности как конструктивный материал. В ряде случаев он заменяет цветные металлы, особенно свинец. Легкость фаолита (р=1.5-1.7 г/см 53 0),химическая стойкость к кислым агрессивным средам позволяет из него изготавливать стойкую аппаратуру весом в несколько раз меньше металлической.
Фаолит модно применять при более высокой температуре, чем многие другие кислотостойкие пластические массы.
Для производства фаолита применяют резольную смолу, которая представляет продукт конденсации фенола с формальдегидом в присутствии катализатора – аммиачной воды. Резольная смола при нагревании способна переходить в неплавкое и нерастворимое состояние.
Переработка сухого фаолита в изделие может осуществляться способом формирования, прессования. Вследствие того, что механическая обработка фаолита является трудоемкой работой, необходимо стремится к тому, чтобы изготовляемой фаолитовой детали придать определенную форму в неотвержденном состоянии.
Из сырого фаолита изготавливают :трубы, царги, цилиндрические сосуды, мешалки. Из отвержденого фаолита изготавливают угольники, тройники, ванны.
7. Применение ФФС
Смола фенолформальдегидная жидкая применяется в производстве фанеры, фанерной продукции, древесностружечных и древесноволокнистых плит, фенопластов
Одной из наиболее перспективных областей применения фенопластов является судостроение. Уже сейчас из них создают крупногабаритные детали и строят целые корпуса мелких судов, спасательные плоты, пластмассовые рубки и надстройки металлических судов, изготавливают переборки, гребные винты и палубные настилы.
Пластики являются одним из основных материалов для электронавигационного и радиотехнического оборудования судов, средств судовой автоматики, связи.
Фенопласты с успехом используются как декоративно-отделочные материалы и материалы для изготовления дельных вещей, мебели, светотехнической арматуры, санитарно-технического и электротехнического оборудования.
Для лакировки деревянных изделий применяют самоотверждающиеся лаки, которые также изготавливают из фенолформальдегидных смол.
Резольными фенолформальдегидными смолами можно также склеить дерево с деревом или с металлом. Сцепление получается очень прочным, и этот способ склеивания в настоящее время находит все более широкое применение, особенно в авиационной промышленности.
В промышленности склеивание смолами на основе фенола применяется при изготовлении клееной фанеры и древесноволокнистых пластиков. Кроме того, такие смолы успешно используются для изготовления щеток и кистей, а в электротехнике ими отлично склеивают стекло с металлом в лампах накаливания, люминесцентных лампах и радиолампах.
8. Экологические аспекты
Исходное сырье для производства ФФС относится к числу физиологически активных органических соединений. Фенол, попадая в сточные воды, поглощается растениями и переходит в организм животных и человека. Может накапливаться в печени, вызывая перерождение её клеток, разрушать почечный эпителий. Формальдегид обладает ярко выраженными канцерогенными свойствами, вызывая, в частности, рак носовой перегородки.
Учитывая эти обстоятельства, следует принимать повышенные меры предосторожности при размещении и развитии этого производства и смежных с ним предприятий:
а) тщательная очистка сточных фенольных вод;
б) герметичность аппаратов и машин в технологической цепочке;
в) максимальная автоматизация производства;
г) размещение производства в отдалении от населённых пунктов;
д) повышенные меры предосторожности при транспортировке готовой продукции.
1. Лосев И.П., Петров Г.С. – «Химия искусственных смол», Москва-Ленинград, Госхимиздат, 1951г. – 452с
2. Бахман А., Мюллер К. – «Фенопласты», Пер. с. нем. — М.: Химия, 1978 – 288 с, ил. — Лейпциг, 1973.
3. Коршак В.В – «Термостойкие полимеры», Москва, Наука, 1969г – 411с
4. Доронин Ю.Г., Свиткина М.М., Мирошниченко С.Н. – «Синтетические смолы в деревообработке», Справочник. — М.: Лесная промышленность, 1979. — 208 с.
Размещено на Allbest.ru
Подобные документы
Ионообменные смолы – высокомолекулярные полимерные соединения трехмерной гелевой и макропористой структуры. Катионообменные, анионообменные и амфотерные ионообменные смолы. Показатели прочности и стабильности. Производство и применение ионообменных смол.
доклад [29,4 K], добавлен 08.12.2010
История развития производства и потребления эпоксидных связующих. Получение смол путем полимеризации и отверждения. Применение эпоксидных смол в качестве эпоксидного клея, для ремонта бетона, железобетонных конструкций, фундаментов и для их усиления.
презентация [497,1 K], добавлен 15.09.2012
Рецептура смолы 135, количество и порядок закладки в нее ингредиентов. Стадии технологического процесса изготовления смолы, их характеристика и особенности. Экологическая безопасность производства, использование специального природоохранного оборудования.
реферат [23,5 K], добавлен 17.02.2009
Получение стабильной водорастворимой мочевиноформальдегидной смолы, которая может применяться в качестве основы антипиренных древесных пропиток. Закономерности синтеза мочевиноформальдегидных смол. Условия реакции конденсации для получения клеящих МФС.
дипломная работа [296,4 K], добавлен 16.03.2014
Ионообменные смолы и их применение в цветной металлургии. Их структура и синтез. Приготовление растворов K2Cr2O7 и определение их концентрации. Подготовка смолы АВ-16гс к работе. Динамическая характеристика ионита марки “АВ16-гс” по бихромат-ионам.
реферат [61,4 K], добавлен 21.12.2009





